Industrial 3D Printer Buyers Guide
Over 77% of printers marketed for high performance polymers can’t reliably print PEEK or ULTEM. Make your next investment with confidence, not consequences.
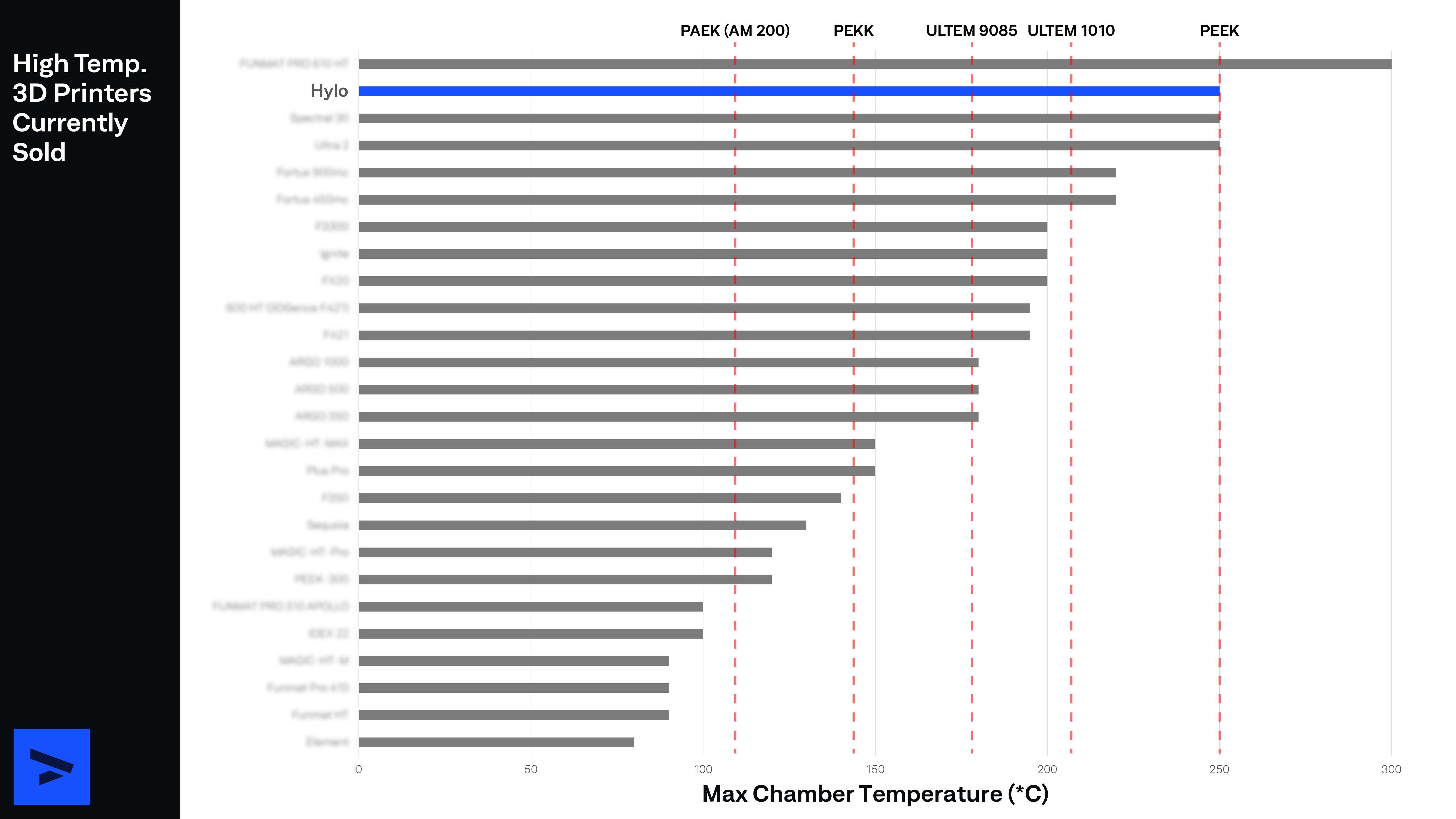
When purchasing a 3D printer for high performance polymers, such as PEEK and ULTEM, there’s a very important distinction between “can print” (i.e., can extrude) and “prints reliably”. With a simple $5 80W heater cartridge and $10 RTD PT1000, any manufacturer can claim their 3D printer “can print PEEK and ULTEM”. The fact is, extruding these materials isn’t hard—mitigating warping/cracking, slowing crystallization, and achieving strong interlayer adhesion after extrusion is where these materials get their reputation as “difficult to print”.
In this article, we separate marketing fiction from scientific fact so that you can make your next investment with confidence, not consequences.
Polymer Processing Windows & Build Chamber Temperature
Every polymer has a unique range of processing temperatures in which it can be reliably extruded and bonded to previous layers without degrading, collapsing, or warping. For commodity polymers, such as PLA and PETG, this processing window is wide, making the materials forgiving and easy to print. Inversely, high performance polymers possess extremely narrow processing windows. Part features, density, size, build volume placement, build volume packing, and convective flows are all factors that can influence regional temperatures enough to result in anisotropy, warping, cracking, and more — this gives high performance polymers their reputation as being difficult to print.
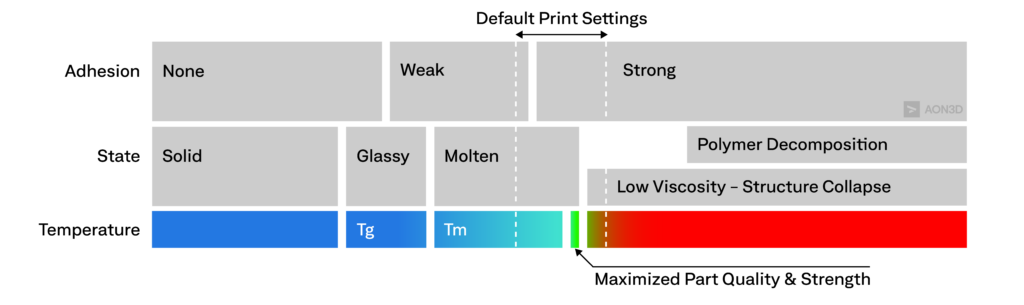
For amorphous polymers, a printer’s build chamber should be able to achieve just below the target material’s glass transition temperature (Tg). For semi-crystalline polymers, like PEEK, you need significantly higher chamber temperatures, approaching melting temperature (Tm), to overcome restricted chain mobility and fast crystallization.
If a 3D printer is unable to achieve these chamber temperatures, high performance polymers become exponentially more difficult to print and a material’s mechanical properties may never be fully realized.
Recommended Hardware Thermals
| Material | Min. Chamber Temp (°C) | Min. Nozzle Temp (°C) | Min. Bed Temp (°C) |
|---|---|---|---|
| PLA | Room Temp. | 200 | 20 |
| TPU | Room Temp. | 220 | 20 |
| PETG | Room Temp. | 230 | 60 |
| ASA | 80 | 240 | 90 |
| ABS | 70 | 230 | 80 |
| PC-ABS | 50 | 240 | 110 |
| PA | 70 | 250 | 100 |
| PC | 110 | 260 | 120 |
| PEKK | 140 | 350 | 150 |
| PAEK (AM200) | 120 | 380 | 130 |
| ULTEM 9085 | 170 | 330 | 180 |
| TPI (Polyimide) | 185 | 450 | 195 |
| ULTEM 1010 | 210 | 450 | 220 |
| PPSU | 225 | 450 | 150 |
| PEEK | 250 | 450 | 250 |

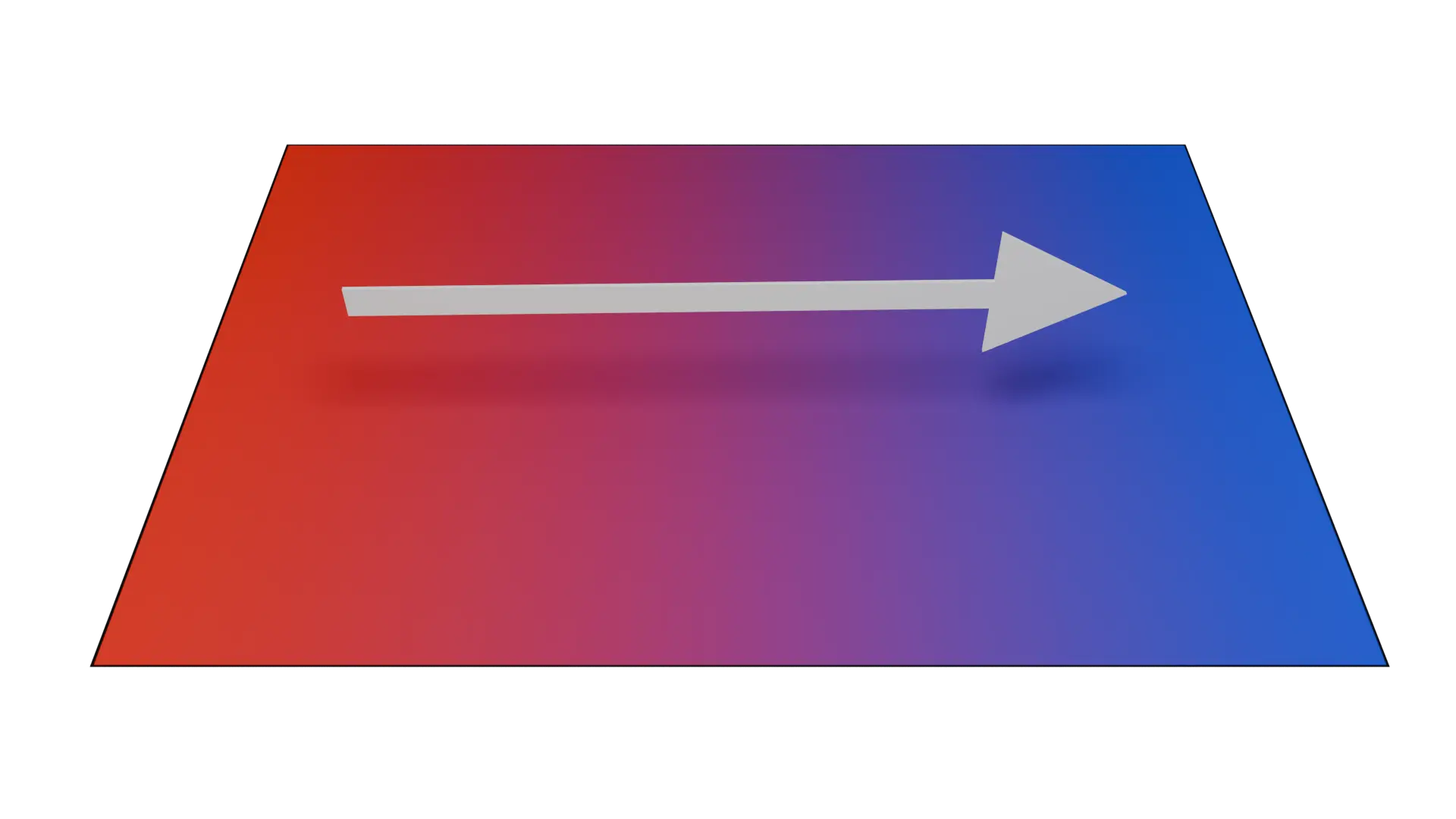
Convective Flows & Thermal Uniformity
High performance polymers are extremely sensitive to thermal inconsistencies and fluctuations throughout the build volume, which can lead to warping, cracking, parts releasing from the build surface, and dimensional accuracy issues.
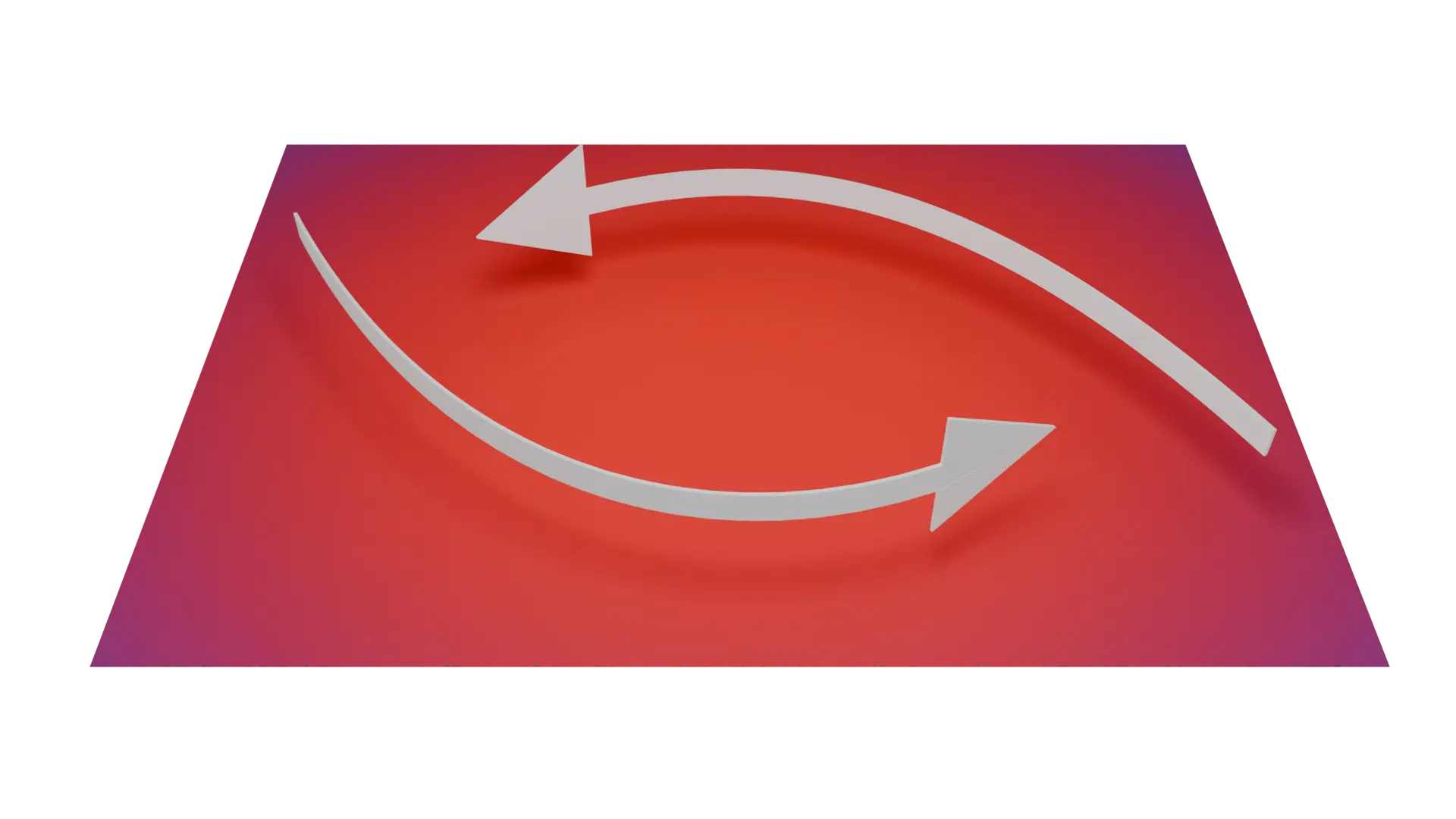
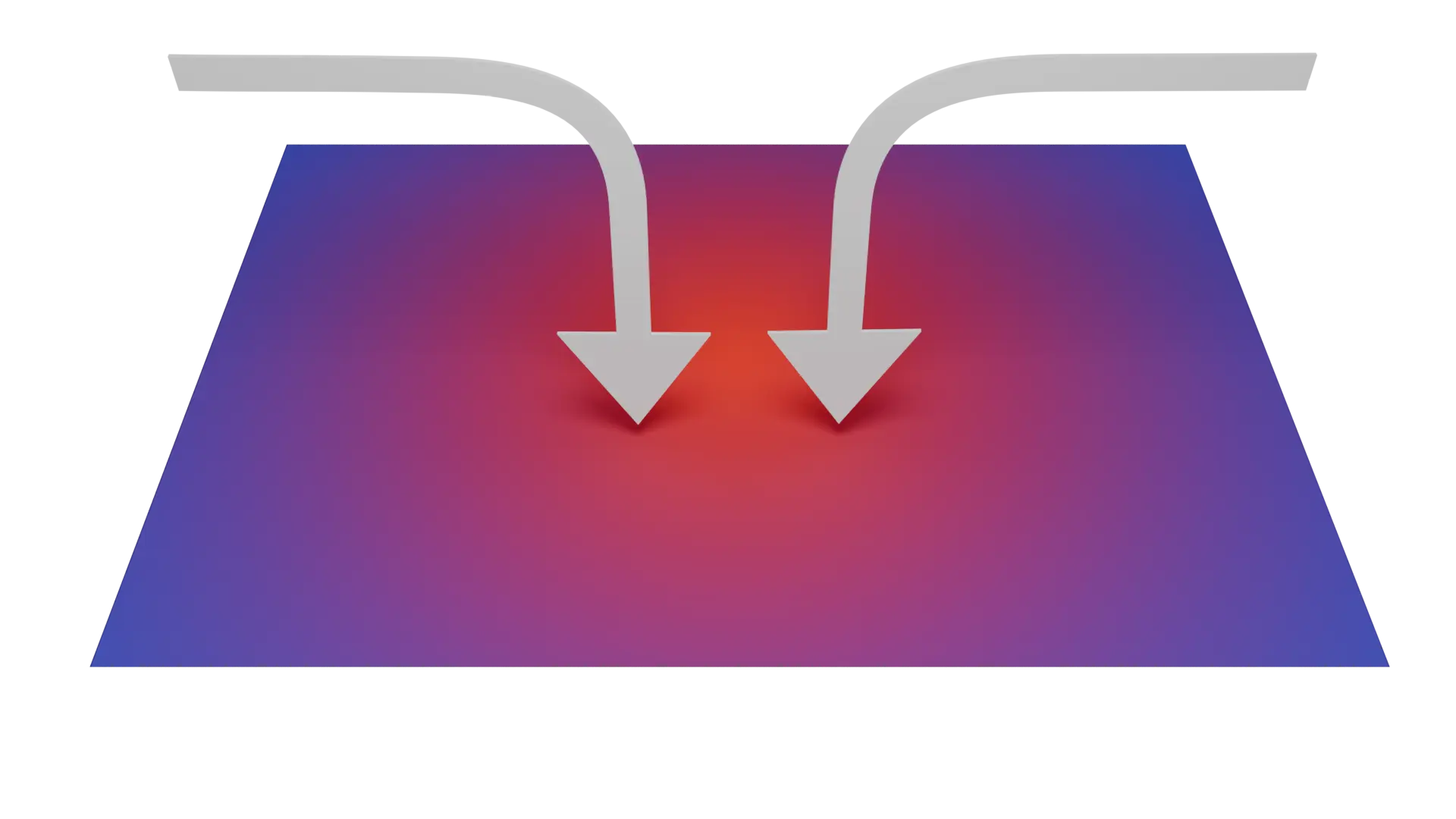
Buyers should assess the thermal design of any prospective printer, looking for convective flows that encourage thermal uniformity across the build volume.
Below, we show several convection profiles currently used in the market. As you can see, with some machines you may need to place large and dense parts in hotter regions of the build volume while smaller/thinner parts can be placed in colder areas. In addition, if printing large runs or full build volume parts, you may experience anisotropic properties and variances in dimensionality based on location in the build volume.
Printing in Colder Build Chambers
Yes, printers with sub-par thermals can technically still print some high performance polymers but, before you purchase that $10,000 3D printer with 100C chamber, you should know what to expect — what you can print will be extremely limited (See “Design & Material Limitations“), print failures will be frequent, interlayer welding will be poor, parts will have dimensional accuracy issues, and each unique geometry will require cyclical print > tune > reprint cycles.
Diminished Part Properties
Simply extruding a high performance polymer does not guarantee a part will possess properties aligned with the polymer’s technical data sheet. Here are some properties that may be impacted by printing in colder build chambers:
- Reduced tensile strength and modulus
- Lower impact resistance
- Increased delamination
- Reduced coefficient of friction
- Weaker crystalline structure
- Reduced heat resistance
- Reduced dimensional stability
- Reduced chemical resistance
- Decreased resistance to hydrolysis
- Increased permeability
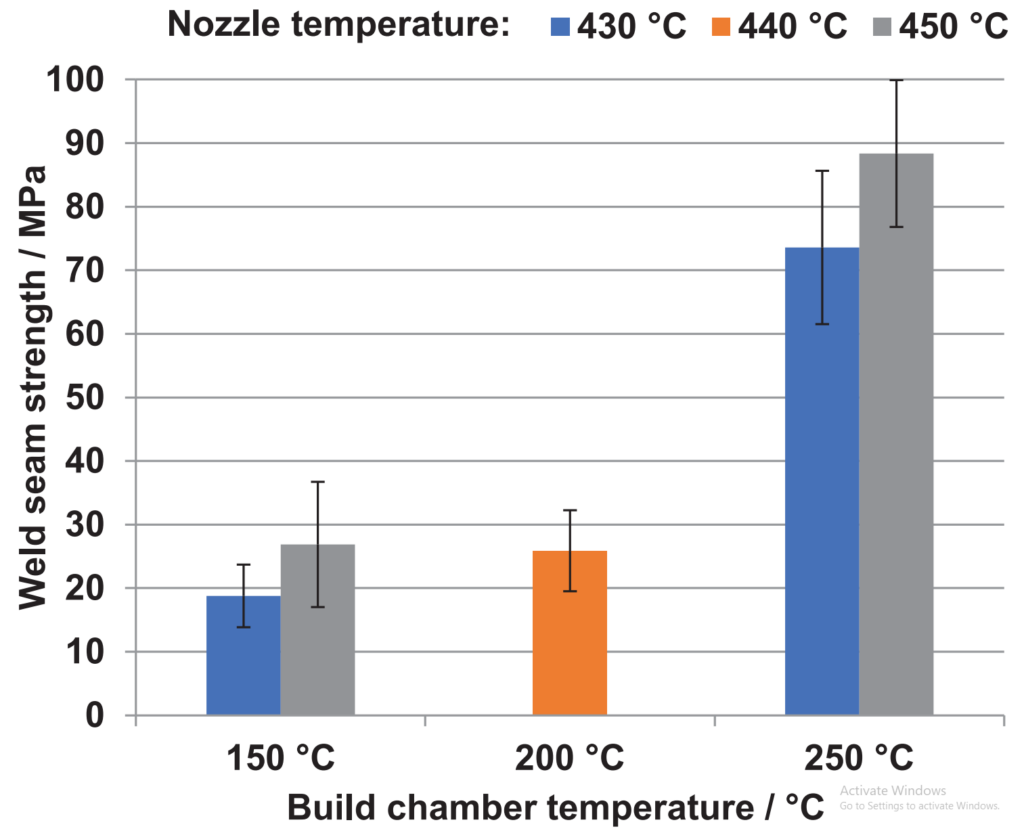
In a 2019 study at the University of Texas, researchers evaluated the impact of build chamber temperature on interlayer weld strength with unreinforced and carbon-fiber reinforced PEEK. They found that increasing the chamber temperature from 150 °C to 250 °C resulted in up to a 287% increase in Z-direction strength.
Design & Material Limitations
Colder build chambers will also limit what geometries and materials can be printed. Everything from print settings to part design, size, orientation, and placement in build volume will affect regional thermals. As a result, lots of manual tuning and testing will likely be required on a per part basis. The tables below will help you determine what may or may not be printable. Note: both tables should be used together e.g., a small, thin-walled ULTEM 9085 part should be doable but a medium-sized PEEK part with sharp corners will be extremely difficult to print.
| Easier | Extremely Difficult |
|---|---|
|
Small parts Thin-walled parts Circular parts |
Medium/large parts Dense parts Tall parts Non-rounded corners (Stress concentrations cause warping) Multi-part production runs |
| Moderate | Difficult | Extremely Difficult |
|---|---|---|
|
PEKK PAEK (AM200) |
ULTEM™ 9085 |
ULTEM™ 1010 PEEK TPI (Polyimide) PPSU |
Warping/Cracking and Dimensionally Accuracy Issues
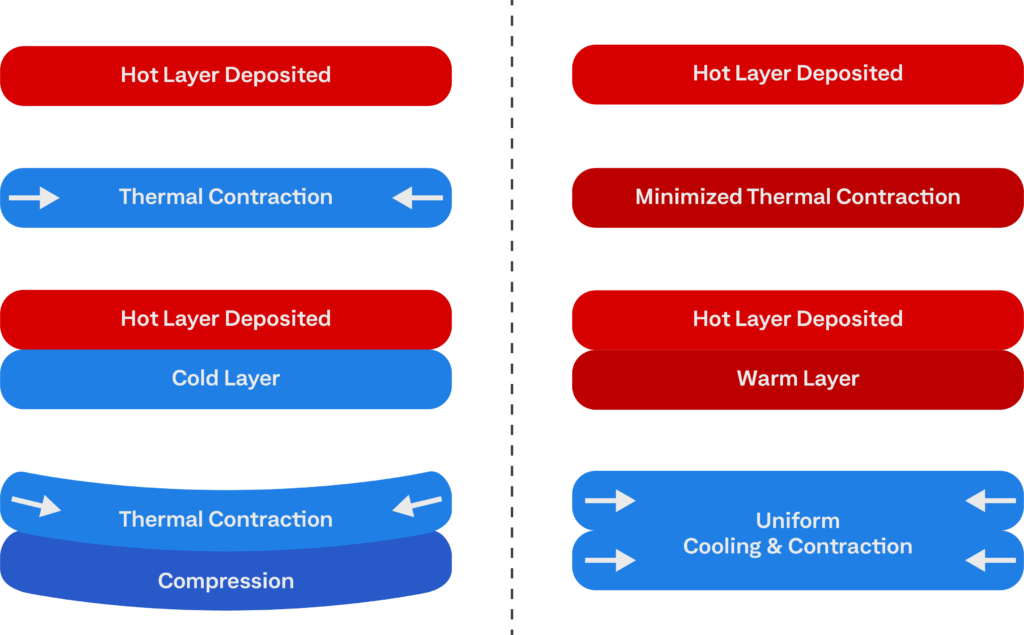
As a polymer is heated in the hotend, expansion occurs. Once extruded, if the chamber temperature is not held within the polymer’s processing window, the printed bead quickly cools and contracts. If a bead’s full contraction is inhibited by the previous layer, printed-in stress occurs, and if it becomes too great delamination and warping occur.
In the diagram below, you can see how maintaining a high build chamber temperature during the printing process (right), and letting all layers cool together, will result in uniform contraction, resulting in more dimensionally accurate parts.
Annealing
Assuming you’re able to print a part without warping or cracking, annealing is a commonly recommended post-processing step to improve part properties, but there are a few caveats to consider:
- Annealing benefits are mostly limited to semi-crystalline polymers (PA, PAEK, PEEK, PEKK, PP, PPS). For amorphous polymers, like ULTEM™, annealing offers little to no improvement in mechanical properties.
- As a part is heated, areas with higher residual stress are likely to shrink more than areas with lower stress, causing the part to deform and warp.
- As printed beads relax, shrinkage is likely to occur in the XY direction, causing dimensional accuracy issues.
Conclusion
PEEK, ULTEM, and other high performance polymers offer metal-like strength/stiffness, continuous use temperatures up to 250°C, and extreme chemical resistance — unlocking a wide range for tooling and end-use additive applications — with many companies recouping their hardware investment in months, not years. While many printers claim they can print these materials, a large portion lack the chamber thermals and convection profiles to print them reliably.
Achieve New Levels of Part Performance & Throughput
3D print the world's highest performance polymers - bigger, faster, and stronger than ever.