Industrial 3D Printer Buyers Guide
Over 77% of printers marketed for high performance polymers can’t reliably print PEEK or ULTEM. Make your next investment with confidence, not consequences.
Polyether ether ketone (PEEK) is a high performance engineering thermoplastic, prized for its high strength to weight ratio and chemical resistance. As such, PEEK has found uses in demanding sectors including the aerospace, automotive, chemical and medical industries.
Previously, PEEK was only available as a bulk material intended for industrial processing such as injection molding, or extrusion. But over the last decade or so, it has been made available as a filament for additive manufacturing, thus unlocking the power of PEEK to a broader manufacturing base.
But such performance comes at premium, both in terms of cost and in terms of processing.
In this article, we will take an overall look at PEEK, and importantly, how users can successfully print it in order to get the most from PEEK’s material properties, while reducing print failures.
Amorphous vs Crystalline Structure
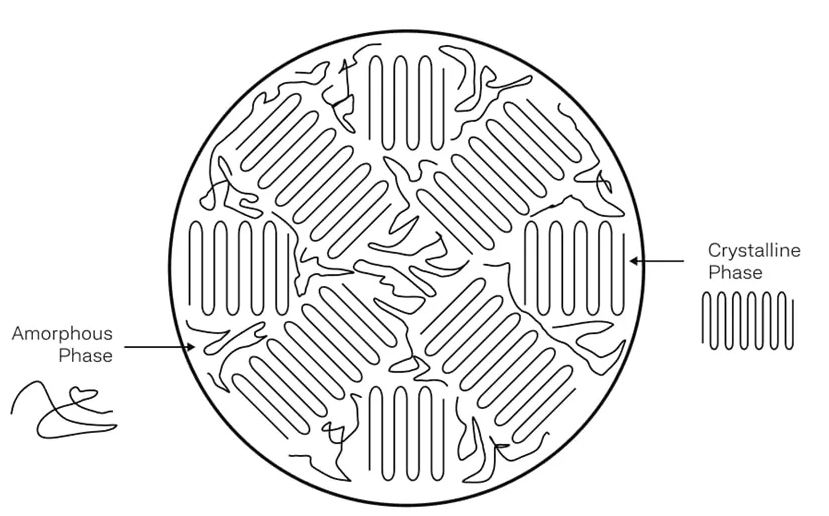
In its default bulk material state, such as in PEEK filament or pellet, the material is classed as a semi-crystalline thermoplastic. This means it contains both amorphous and crystalline regions. The amorphous regions feature randomised polymer chains, and the crystalline regions are more highly ordered, in a crystalline structure.
In its crystalline state, PEEK benefits from having high strength, high chemical resistance, high wear resistance and enhanced high temperature properties. It’s also much harder to process in its crystalline state.
In the amorphous state, PEEK displays high toughness, while having better processibility.
PEEK is generally supplied in its semi-crystalline state, because this is the natural equilibrium solid state of the material. In other words, this is how PEEK solidifies naturally, when cooled.
In the semi-crystalline state, PEEK is dimensionally stable, and it behaves predictably when reheated.
Crystallization in high performance polymers such as PEEK occurs during controlled cooling from the melt phase, and its extent depends on the cooling rate and thermal history. Too much crystallization results in a strong but stiff (brittle) material. Too little, and the risk of creep under load becomes an issue.
To achieve this balance requires the right equipment in order to control the cooling rate and thermal profile during solidification.
Annealing vs. In-situ Crystallization
The controlled crystallization of PEEK during cooling can be achieved in two principle ways: by annealing, or by in-situ crystallization.
With the annealing process, a PEEK part is produced in the 3D printer, then removed from the bed, and placed into an oven to promote crystallization. This method is often used when the build chamber temperature is insufficient to allow for property crystallization.
When the in-situ crystallization method is used, the crystallization occurs inside the 3D printer build chamber, during the printing process. Typically, the build chamber temperature must be in excess of 133°C in order for the crystallization process to occur within PEEK parts.
There are pros and cons to using each method when printing PEEK.
If annealing a PEEK part, benefits include both higher degrees of crystallization, and of crystalline uniformity throughout the part. However, as the material shifts from amorphous to crystalline, there is a corresponding decrease in material volume, resulting in part deformation. The deformations can be relatively severe in PEEK parts, and can alter the geometry of the printed part negating any benefits gained from the precision of the 3D printing process.
For the benefit of maintaining dimensional stability and part feature tolerances, it is therefore preferred to use the in-situ crystallization method. While in-situ crystallization can result in reduced levels of crystallization and uniformity, the dimensional stability of the part is maintained.
This is the trade-off to consider when opting for either in-situ crystallization versus annealing:
Dimensional stability with slightly less crystallization, versus deformed parts with higher crystallization. And in applications where accuracy and material performance are desirable, the trade-off favors the in-situ method when it comes to PEEK.
Printing Temperatures
To achieve in-situ crystallization of PEEK and maximize part properties a build chamber temperature and bed temperature of 133°C or higher is needed. The extrusion temperature for PEEK 3D printing should fall in the range of 365-440°C.
The values mentioned below can vary according to the material manufacturer, so please consult the material datasheet and manufacturer’s recommendations for optimum printing.
Hot End Temperature
The extrusion temperature for 3D printing PEEK filaments should fall within the range of 365-440°C in order for it to melt and flow properly through the nozzle. The high temperature range needed for PEEK is generally more than what is available on consumer-grade 3D printers, although with modification to the hot end, these temperatures can be reached. Failure to print at optimal nozzle temperatures can result in poor flow, and weak layer adhesion.
With that in mind, just because a 3D printer can reach these temperatures at the nozzle, it is still not advised to attempt to print PEEK without the required heated chamber and bed temperatures.
Chamber Temperature
In order to get the best quality of print and to maintain the superior physical properties of PEEK the heated chamber temperature should be high enough to allow for in-situ crystallization. This generally occurs in chamber temperatures in excess of 133°C.
Printing below this temperature will result in the PEEK being printed into an amorphous state. The end result of printing at amorphous chamber temperatures is a decrease in material performance of the printed part.
This applies to multiple PEEK material performance aspects, including reduced flexural and tensile strength, decreased chemical and heat resistance, lower interlayer bond strength, and a reduced coefficient of friction.
Thus, an optimal printer for PEEK will be able to sustain high temperatures as well as ensure thermal uniformity which comes down to the airflows inside the chamber.
Bed Temperature
In order to maintain bed adhesion and prevent warping from the bed, PEEK should be printed on a heated bed with a minimum temperature of 133°C (the same as the chamber temperature). Bed temperatures of up to 200°C can be utilized, and can improve bed adhesion at higher temperatures.
PEEK bonds well to PEI-covered build plates, and adhesion can be further enhanced with PEEK specific adhesives.
Common Issues with PEEK Printing Process
PEEK (like other high performance polymers) is not an easy material to print successfully, but the detrimental effects can be minimized with the correct 3D printing hardware, with correct parameters, and with proper DfAM practices.
Below are some of the common issues associated with printing PEEK.
Shrinkage
Matter expands when heated, and conversely, it undergoes volumetric shrinkage when cooled. This applies to plastics as well as metals. Shrinkage cannot be completely alleviated, but use of a good heated print chamber can help control shrinkage so that it is more uniform.
Residual stress
Residual stress is also a result of heating and cooling and occurs at different regions of the part during print. Overall, it is the accumulation of stresses which occur layer by layer, as a newly deposited layer heats the one below, and repeats until part completion.
It arises because thermal contraction and crystallization shrinkage are mechanically constrained, preventing uniform deformation and locking stress into the material. This can be managed somewhat by use of annealing, or by printing inside a heated build chamber at proper temperatures.
Warping
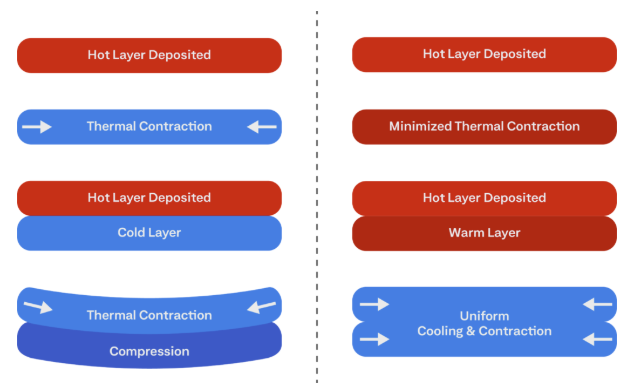
Warping and distortion during printing is caused by thermal contraction and crystallization shrinkage, both of which occur during cooling. Uneven thermal contraction occurs in even consumer-grade filaments such as ABS, but it is even more pronounced in high temperature materials.
A well-controlled and actively heated enclosed 3D printer chamber can reduce both of these effects.
Interlayer Bond Strength / Z-axis Strength
The interlayer bond strength in extruded filament parts is directly affected by two things, which are the neck width between the upper/lower filament tracks, and the level of polymer linking between layers. These are directly affected by the heat, and if the randomization of polymer chains between layers is insufficient due to the temperature being too low, this can result in poor interlayer bond strength, poor layer adhesion, and even layer separation – all contributing to lower quality and z-axis strength, a common issue in 3D printing.
Moisture
PEEK is only mildly hygroscopic compared to many 3D printing materials.
In terms of moisture absorption, PEEK takes up around 0.1% of its total mass in moisture over 24 hours, and saturates at around 0.5% of its total mass. Compare that to PA6, which can absorb 1.5% moisture over 24 hours, and saturates at around 9%. In comparison, PA6 is extremely hygroscopic with respect to PEEK.
If there is moisture present in the PEEK, it should become apparent from the production of steam and the formation of small bubbles and some spitting during extrusion. These bubbles can embed in the deposited filament tracks and potentially cause degraded interlayer bonding.
If this occurs, the filament can be dried in a thermal vacuum chamber or dedicated drying box at 120–150°C for 3-6 hours before printing. It is worth noting that repeated drying cycles can degrade filament, making it brittle to print, and reducing the mechanical properties of the printed part.
So bear in mind the golden rule: it is better to keep filament dry in the first place, than it is to attempt to dry it out after the fact. To keep it dry, a dedicated dry cabinet or use of silica gel should be employed, especially if printing in a humid environment.
Material Properties
PEEK’s excellent material properties, including mechanical properties and the ability to withstand harsh environments, enable a wide range of applications in different industries. Here are the main properties at a glance.
Mechanical & Physical Properties
| Property | Condition | Value |
| Density / Specific Gravity | 1.26-1.32 | |
| Tensile Modulus | 2.8-3.9 GPa | |
| Tensile Strength | Yield | 85-100 MPa |
| Ultimate Tensile Strength | Break | 48.0 MPa |
| Tensile Elongation | Yield | 4.8 % |
| Tensile Elongation | Break | 25-40 % |
Thermal Properties
| Property | Value |
| Melting Temperature | 343 °C |
| Operating Temperature | -54 to 260 °C |
| Glass Transition Temperature (Tg) | 143 °C |
Chemical Properties
| Chemical Resistance | Excellent resistance to hydrocarbons and organic solvents |
| Hydrolysis Resistance | Excellent (stable in hot water and steam) |
| Solvent Resistance | Resistant to most solvents except strong oxidizing acids |
| Oxidation Resistance | Good up to elevated temperatures |
| UV Resistance | Moderate (may require stabilizers for long-term exposure) |
| Flammability | Inherently flame retardant (UL94 V-0 at thin sections) |
| Outgassing | Low (suitable for vacuum environments) |
PEEK Applications
The combination of superior mechanical properties and resistance to harsh environments make PEEK well suited for demanding environments on Earth, in the sky, beneath the waves, and in space.
Here are examples of how PEEK is being utilized in such high demand industries.
Aviation
In aviation and aerospace, high specific strength and safety are extremely important drivers when it comes to material selection.
PEEK has excellent FST (Flame, Smoke, Toxicity) ratings in its uncoated form, so it is a preferred choice for components such as:
- Lightweight seat components
- Panels and fittings
- Latches
- Electrical connectors
- Housings
Space
In addition to its lightweight and high strength, PEEK has excellent outgassing characteristics, high thermal stability, good resistance to ionizing radiation and moderate resistance to UV radiation. It is generally resistant to atomic oxygen degradation. This combination of characteristics makes PEEK ideally suited for high performance applications in orbit, and beyond, on satellites, probes, and rovers.
- CubeSat structures
- Brackets / fixtures
- Vacuum-compatible mechanisms
- Bearings, bushings, and tribology components
- Wiring systems
- Thermal isolators
Subsea
Due to PEEK’s high packed crystalline structure and its stable backbone, it is extremely resistant to water absorption and hydrolysis respectively. Its high strength and overall chemical resistance means that PEEK is suitable for subsea use at a range of pressures.
PEEK is often utilized in oil & gas applications, and in ROV systems.
- Seals and backup rings
- Electrical connector housings
- Pump components
- Cable insulation
- Small ROV structural parts
- ROV thruster components
Medical
PEEK is not only strong and chemically resistant, it also has a number of properties that make it well-suited for use in medical applications. For example, PEEK has a similar stiffness to human bone, so it is often used in medical implants. It is also radiolucent, so it does not interfere with medical imaging, unlike titanium. PEEK is also biocompatible, so when implanted into the body, it does not trigger immune responses in the body.
As such, PEEK is found in the following medical applications:
- Spinal implants
- Orthopedic implants
- Maxillofacial implants
- Surgical instruments (handles)
- Sterilizable tools
Conclusion
Polyether ether ketone (PEEK) is a high performance, lightweight thermoplastic well suited to demanding environments. From the chemically harsh underwater realm of the oil & gas industry, to medicine, and at the rarefied and cold atmosphere of high altitudes and even space itself, you will find PEEK components at work where other lesser polymers wouldn’t dare to go.
Naturally, such elevated performance comes with increased cost, both in terms of the feedstock itself, and with the machines needed to print it. And of course, there is more to printing PEEK than simply loading the filament into a high temperature machine and hoping for successful printing.
By understanding the material, and by following the guidelines in this article, users can increase print quality and reduce print failures, while maintaining the enhanced material properties of PEEK.
Achieve New Levels of Part Performance & Throughput
3D print the world's highest performance polymers - bigger, faster, and stronger than ever.